




In 2019, an explosion of dried sewage sludge dust occurred in one of the wastewater treatment plants in Poland. One of the three drying lines was severely damaged. The treatment plant authorities, horrified by the situation, decided on the preventive closure of all three system lines. The downtime lasted many months, causing losses in the millions.
Bartłomiej Borzdziłowski is an engineer of the WOLFF GROUP, who took part in reconstructing the damaged system. His tasks included the implementation of explosion mitigation measures to protect the system against similar incidents in the future. This is how Borzdziłowski commented on the treatment plant situation after the explosion: The bucket elevator has been the most severely damaged. The explosion that caused it to burst ripped out a fragment of the device’s shell, which forced its way into one of the building walls. Luckily, no one was hurt in the event.
Borzdziłowki also assessed the impact of the event on the treatment plant’s finances: the explosion and the many months of downtime of the sewage sludge drying system caused losses in the multi-millions. These were related not only to the cost of its repair (a cost of about one 0,25 million USD), but also to the cost of sewage sludge disposal — its transportation and sale to an external recycling company.
7 explosions in wastewater treatment plants
Data on explosions in the industry are often not recorded or classified as fires. It is difficult to get to the statistics on the number of such events. However, our experience shows that dust explosions in treatment plants are not uncommon. The following list includes just a few of them:
- Poland (analysed case) — the explosion in the bucket elevator of the waste drying system leads to the loss of millions. Because of the fear of similar incidents, the three sludge drying lines were stopped for several months.
- USA — the explosion in the treatment plant located in Stanford was compared to an earthquake. In an incident that occurred in a sludge drying plant, three workers were injured.

Photo. 1: Photo compilation of the Stanford wastewater treatment plant showing the effects of the explosion
- United Kingdom — IChemE (The Institution of Chemical Engineers) describes as many as four explosions that took place in just two years in its document on explosion risks in wastewater treatment plants that use waste drying systems.
- Spain — the explosion in Barcelona described by Spanish scientists from UPM Technical University of Madrid. The explosion of dried sewage sludge dust killed one worker and severely injured two others.
The whole process of converting sludge into an alternative fuel takes place in a dusty atmosphere, which results in an explosion risk. Apart from the cases cited above in wastewater treatment plants, catastrophic explosions have recently occurred, among others, in the Turów and Dolna Odra power plants. The citation of these events from the power industry is not accidental because, as research has shown, coal and biomass dust and dry sludge dust have similar characteristics.

Photo. 2: Explosion at Turów power plant

Photo. 3: Explosion at Dolna Odra power plant
Dust explosion parameters should be determined for a specific system, as they may vary, if only due to different dust fineness or moisture content. However, to show the danger level, we will use the data developed by Marek Woliński, Ph.D., eng. from The Main School of Fire Service in Warsaw. These data were obtained based on the dust from the Białystok Wastewater Treatment Plant:
| PARAMETER | SIZE |
|---|---|
| Lower Explosion Limit LEL, g/m 3 | 60 – 125 |
| Minimum ignition temperature of a 5 mm dust layer MITL, degrees Celsius | 230 – 250 |
| Minimum ignition temperature of a dust cloud MITC, degrees Celsius | 360 – 510 |
| Minimum ignition energy, mJ | 420 – 1300 |
| Explosibility constant Kst, bar*m/s | 88 – 157 |
| Maximum explosion pressure Pmax, bar | 6,4 – 7,7 |
| Limiting oxygen concentration LOC, % vol. | 5 - 8 |
Find an explanation of these parameters in our . glossary.
How wastewater treatment plants protect themselves against a dust explosion risk and why this approach is insufficient
In the treatment plants where the explosion occurred, the drying systems were not equipped with explosion protection — although their use is legally required. In some cases, attempts have been made to protect against explosions through prevention in the form of inertisation, which involves introducing an inert gas into the equipment. This solution aims to reduce the oxygen concentration to a level at which the ignition of a potentially explosive atmosphere is impossible.
In the case of sewage sludge drying systems, the steam generated during the drying process was most often used for inertisation. It was hoped that it would move with the product, providing an effective protection form. Oxygen concentrations in different parts of the system was not measured, hoping that it would be at a sufficiently low level at all times. But it was not like that.
Inertisation with inert gas did not prevent the explosion
In the case of the analysed treatment plant, the explosion occurred in a bucket elevator, which was used to transport the finished granulate. These devices are, by their very nature, not fully sealed. When we combine this with the fact that the buckets’ movement can cause local vacuum zones, we quickly concluded that inertisation was not the optimal solution in this case.
In addition, on the day of the accident, the bucket elevator was unsealed, which gave practically no chance for the inertisation for the effective protection of the system.
Inertisation is a good and proven method to reduce the risk of an explosion, but taking this into account only if it:
- is used for systems with high leakage resistance, which do not require unsealing during operation, e.g., by opening access hatches for inspection or the repair of equipment,
- uses a properly designed gas detection system that continuously monitors oxygen levels in different parts of the system,
- uses an external source of inert gas, allowing its correct level to be maintained in the system during start-up, normal operation, and downtime.
Inertisation is also a part of the requirements of the ATEX Directive, which states that to protect systems against explosions, it is necessary to:
- prevent the potentially explosive atmosphere from forming (the inertisation reduces oxygen concentrations below which the potentially explosive atmosphere does not occur),
- eliminate potential ignition sources,
- minimise the effects of the explosion to a safe level.
Which ignition sources are we dealing with in the case of bucket elevator?
Let us focus on the second point of the list above. The ATEX Directive lists 13 potential ignition sources that may occur in industrial systems. However, practice shows that the bucket elevator is the most dangerous one, with seven of them.
Below we present the real scenarios that can occur within the sewage sludge drying line:
Scenario
Possible protective measures
Overheating of the dried product will occur locally in the drying plant, resulting in the formation of glowing particles capable of moving around the system — an explosion can occur both in the drying plant and equipment downstream of the plant, including the bucket elevator.
- spark detection and extinguishing system
- use of explosion protection to reduce the effects of an explosion to a safe level when preventive measures fail
The bucket elevator bearing will be damaged and reach the ignition temperatureof the dust due to friction.
- bearings temperature monitoring
- use of explosion protection to reduce the effects of an explosion to a safe level when preventive measures fail
The belt on which the buckets are mounted will start rubbing against the metal elements of the elevator, heating them to a temperature exceeding the dust ignition temperature as a result of the belt sliding down from the drum (we have described this case in detail in an article about. a dust explosion in a bucket elevator in one of the breweries — as it turns out, such an event can occur despite the elevator being equipped with a system preventing the belt sliding down).
- system monitoring the belt movement
- use of explosion protection to reduce the effects of an explosion to a safe level when preventive measures fail
The elevator buckets will hit the housing repeatedly, which will lead to forming of mechanically generated spark.
- proper maintenance of the equipment condition; ensuring that the belt on which the buckets are placed is in a good condition and properly tensioned
- use of explosion protection to reduce the effects of an explosion to a safe level when preventive measures fail
Foreign objects will penetrate the system, which can lead to the formation of mechanically generated sparks by hitting the device walls repeatedly.
- use of various types of separators, including magnetic separators
- use of explosion protection to reduce the effects of an explosion to a safe level when preventive measures fail
The ignition of the dust will occur as a result of improperly conducted hot works — see the video in the form of a case study that shows how proceduralomissions led to an explosion during hot works.
- development of procedures for performing hot works both during downtime and the normal operation of the system
- use of explosion protection to reduce the effects of an explosion to a safe level when preventive measures fail
Explosion protection — an airbag for industry
Explosion protection, understood as relieving, suppressing, or decoupling of an explosion, is often compared to airbags in cars. Although cars have many preventive systems such as ABS, it is impossible to avoid all accidents in practice. This is why airbags that do not reduce the risk of an accident but rather limit its potential effects have been developed.
The same is true for explosion safety. Here, despite preventive solutions, we are also not able to eliminate all explosions. In such situations, our airbag constitutes explosion protection.
Despite many common features, airbags differ from explosion protection in two very important respects — the latter are extremely effective, and their use is required by law.
Find more about explosion protection in the article concerning. the operating principles, advantages, and limitations of various types of explosion protection

Photo. 4: Protected sewage sludge thermal conversion system – top view. In the foreground, the HRD cylinder cutting off the explosion between the two apparatuses.
The explosion in the wastewater treatment plant and its consequences
In 2019, in the analysed wastewater treatment plant, a bucket elevator was torn apart by the explosion. A metal fragment was detached and struck the wall of the building with great force. In this case, apart from the high costs and fear, no one was injured. But you cannot always count on that much luck.
The explosion generally spreads in all directions simultaneously. When this happens inside the system, the pressure wave and flames move through channels and transfer lines into adjacent equipment and apparatuses. When the conditions inside them are favourable, secondary explosions can occur, usually carrying an even greater risk than the primary explosion.
Learn more about secondary explosions from the following articles:
- Explosion of paracetamol-based dust and its propagation to an adjacent tank. The secondary explosion is even more dangerous than the primary one
- Designation of dust explosion hazard zones — introduction
Happiness in misfortune
As we mentioned, the explosion in the elevator led to its immediate bursting and ejecting pressure and flames into the building. This event posed a danger to personnel and nearby equipment; at the same time, it reduced the pressure inside the system to such an extent that it did not penetrate the flame into the neighbouring equipment. In an extreme case, the explosion could reach the dusty silo, starting a secondary explosion in it.
Such an explosion spreading in the system without any control constitutes a threat to the lives of all workers who are in the vicinity of the system at that time. For this reason, the following methods of protecting apparatuses against the effects of an explosion (relief and suppression) must always be properly combined with the explosion decoupling, i.e., protection against the further spread of the explosion to apparatus other than that in which the event occurred.
How to properly protect the bucket elevator from the effects of a dried sewage sludge dust explosion?
The only opportunity — explosion suppression and isolation system
One of the key elements of the explosion suppression system is pressure sensors. Their task is to detect the very early phase of the explosion and pass this information to the control panel. For the system to work properly, the sensor has two measurement cells that must simultaneously detect the explosion. This eliminates the risk of erroneous activation of the system in case one of the cells is hit by a product particle etc. The risk that this impact will simulate the explosion characteristics of a given dust is small, but it cannot be ruled out.
Explosion pressure sensors such as the popular MEX also compare the change in pressure inside a protected apparatus with a given dust explosion characteristics curve. In this way, we avoid a situation in which a pressure fluctuation in the protected device would be recognised as an explosion.
In justified cases, the pressure sensor is additionally supported by an infra-red sensor. Such a solution is used for bucket elevators, which have a relatively complicated structure divided into several zones (foot, legs, head). With an infra-red sensor, we can be sure that the explosion will be detected at the earliest possible stage.
When the signal indicating the explosion reaches the control panel from the sensors, the HRD cylinder with a suppressing agent is activated and it is injected under pressure into the protected apparatus.
The powder immediately suppresses the explosion at a very early stage of its development. As a result, the pressure limit in the apparatus is not exceeded, and fire does not develop. This protects the device not only from bursting or deforming but also from fire. The whole process, from detecting the explosion to suppressing it, takes about as much time as a blink of an eye. Importantly, the number of HRD cylinders and their location is selected based on the protected device’s design and the dust explosion parameters.

Photo. 5: Control unit
Explosion isolation
In addition, to isolate the explosion, i.e., to prevent pressure and flames from spreading to the other equipment, the channels and the transfer lines connecting the bucket elevator to the adjacent equipment must be adequately protected with HRD cylinders. In this case, the system’s role is not to suppress the explosion but to create a barrier to pressure and flames.
A properly protected bucket elevator, through a system of suppressing and isolating the explosion if one is initiated, will result in its suppression in the blink of an eye. Additionally, the repair of the device will be limited to replacing HRD cylinders with new ones filled with the suppressing powder. We used this type of protection during the modernisation of the wastewater treatment plant in question, where the explosion occurred earlier.


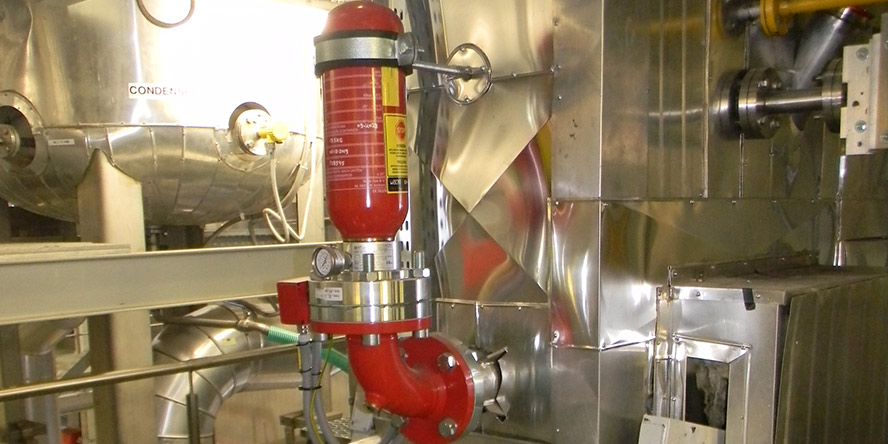
Photo. 6, 7: HRD cylinders protecting the bucket elevator from above and below
Is it possible to use explosion decoupling panels?
Another possibility for protecting the device against the effects of an explosion is the use of decoupling panels. This solution involves the pressure and flames being discharged outside the device in a controlled manner.
However, it should be stressed that in the case of dust that contains harmful substances, or the products of its combustion are harmful, it is impossible to use this method. method. This is due to the fact that the potential release of toxic substances into the environment or the room, and waste sludge-based products are considered such, is prohibited by law.
There is another aspect that limits the use of explosion decoupling in the form of decompression panels.This solution cannot be used closed spaces.
The decompression panels are mounted on the housing of the protected device and apparatus. They are its weakest element, which at the moment of the explosion breaks at a given pressure and releases the pressure and flames to the environment.
An extension of the protection in the form of decompression panels are flameless explosion relief systems which, thanks to their design, stop the flames and reduce the explosion pressure carried outside the device to a relatively safe level.
Each time an explosion relief is applied, account must be taken of the explosion decoupling described above, which eliminates the risk of the residual effects of the explosion spreading to adjacent apparatuses, which could cause secondary explosions. There are many different types of protections, of which HRD cylinders are the most versatile solution.
The danger of an explosion does not end with the transport system
Although the on-site handling system consisting of bucket elevators (where an explosion occurred in the analysed wastewater treatment plant) is highly exposed to dust explosions, one must not forget to properly protect other equipment, which is also included in the sewage sludge drying line.
In the case of wastewater treatment plants, the group of equipment with a serious risk of explosion also includes drying plants, cyclones, dust collectors and silos.
Self-ignition in the silo
As mentioned above, a dust explosion is the result of a dust/air mixture coming into contact with an ignition source. The most frequent explosion sources are external factors such as overheated bearings, mechanically generated sparks or improperly conducted hot work.
In the case of dry sewage sludge stored in a silo, another very important factor to consider is the possibility of self-ignition, which can occur in a mixture of dust and granulate. This phenomenon can be caused by microorganisms and bacteria that emit heat during biochemical changes. Such fire origins are another potential source of ignition in a potentially explosive atmosphere.

Photo. 8: HRD cylinders vary in size according to the amount of suppressing agent needed
Information gap on dust explosion in wastewater treatment plants
When searching for information on explosions in wastewater treatment plants, you can find media coverage of events caused by both biogas explosions and the explosion of dust formed in the sewage sludge drying process.
However, when looking for information on how to protect a wastewater treatment plant against an explosion, it turns out that material on the dangers resulting from the presence of biogas in the process completely dominate the information space.
Therefore, this article was intended to cover the information gap on explosion risks related to sewage sludge dust. For this purpose, we will use the explosion mentioned above in the Polish wastewater treatment plant. Based on this, we have shown in which areas of systems for converting sludge into alternative fuels there is the greatest risk of dust explosion and how to protect against this risk in accordance with the applicable laws.